




机架:钢、铸件及螺栓及焊接连接结构。
模具:采用定位结构,安装调试方便、快捷、定位精确,由数块热板组成热模。两种塑件均可使用。
动作控制:PLC自动控制;伺服系统。
焊接程序介绍:
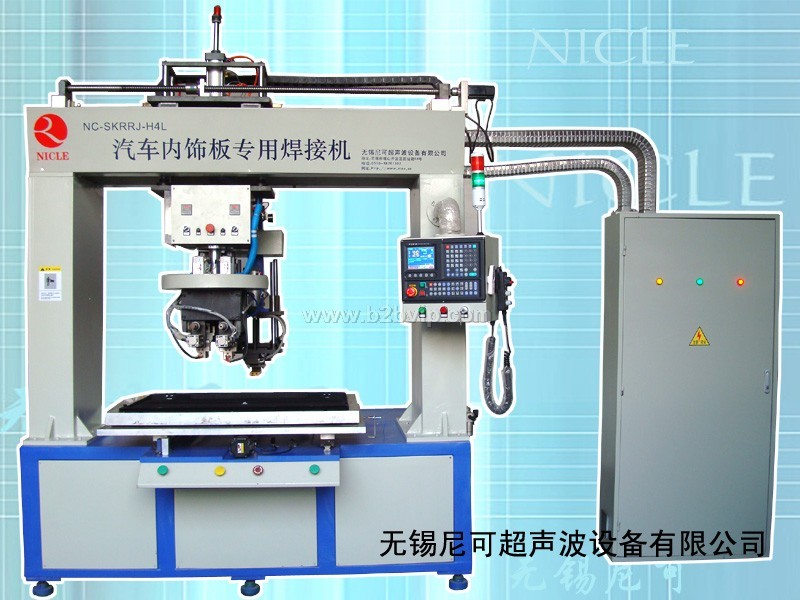
整机动作系统将焊接主体控制到所需位置---上冷模自动上料----焊接主体内部动作开始---完成第一个塑件焊接-----由整机动作系统将焊接主体带入下一个焊接位置----进行下一个焊接循环。
操作过程:先有人工将大塑件放入机器工作台上的下冷模内,并固定好,同时把两种上塑件(小挂钩)分别整齐排入机器工作台上的两个上料槽内,可批量排入;然后启动设备,设备会自动完成所有点的焊接。最后由人工将焊好的工件在机器工作台上取出,再进行下一个循环。

