


1. 引言
某汽车配件生产公司的发动机引擎锁扣,材质为20#碳素钢,规格为φ8mm的圆钢棒料,用来调整引擎盖间隙。现场用木锤敲击样品来调整引擎盖间隙时发现钢筋内R角有裂纹,拆卸后发现已断裂,委托方提供的加工工艺为冷拉棒料→断料→冲压弯曲→CO2气体渗碳→真空淬火→回火(成品),为了找出引擎锁扣断裂失效原因,从该批产品中取2个引擎锁扣进行分析,其中已断裂的引擎锁扣1个(NG样品),正常的引擎锁扣1个(OK样品)。
2. 试验与结果
2.1 外观检查
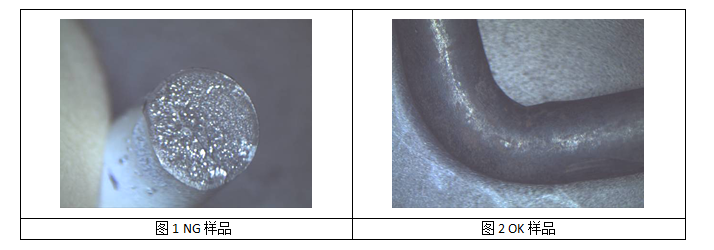
通过体视显微镜可观察到NG样品断口较平整,无明显塑性变形,呈闪光小刻面形貌,断裂位置在内R角45°左右的平面,断口照片见图1;OK样品未R角位置发现明显异常,宏观照片见图2。 
2.2 断口分析
将NG样品断口用超声波清洗干净,然后在SEM下放大观察断口形貌,低倍下观察到断口内R角一侧边缘发现存在伴生裂纹,断口形貌见图3;高倍下发现断口存在明显河流花样,断口图片见图4。综上,断裂起源在内R角转折处,然后沿内R角45°方向扩展,断口表面清晰可见河流花样形貌特征,为脆性解理断裂模式。
2.3 成分分析
OK、NG样品先去镀层,再进行化学成分分析,结果表明OK、NG样品材质均为20#钢,NG样品碳含量偏高,推断可能受渗碳层厚度影响,不影响材料性能。
2.4 金相分析
NG样品和OK样品分别镶样,进行金相分析,NG样品和OK样品心部组织均为块状铁素体+低碳马氏体,渗碳层为针状马氏体+少量渗碳体,见图5和图6。
从图7、图8和表3可知,NG样品渗碳层厚度为委托方标准的2倍左右;OK样品渗碳层厚度合格。
2.5 硬度分析
3. 结论
导致工件失效的主要原因为材料内部存在较严重组织不均匀,冲压弯曲后内应力较大,与后续渗碳淬火热应力共同作用形成的表面伴生微裂纹,使用中反复敲击后扩展,由于心部组织强度较低,导致裂纹迅速扩展,最终断裂。
作者简介:
MTT(美信检测)是一家从事材料及零部件品质检验、鉴定、认证及失效分析服务的第三方实验室,网址:www.mttlab.com,联系电话:400-850-4050。
